
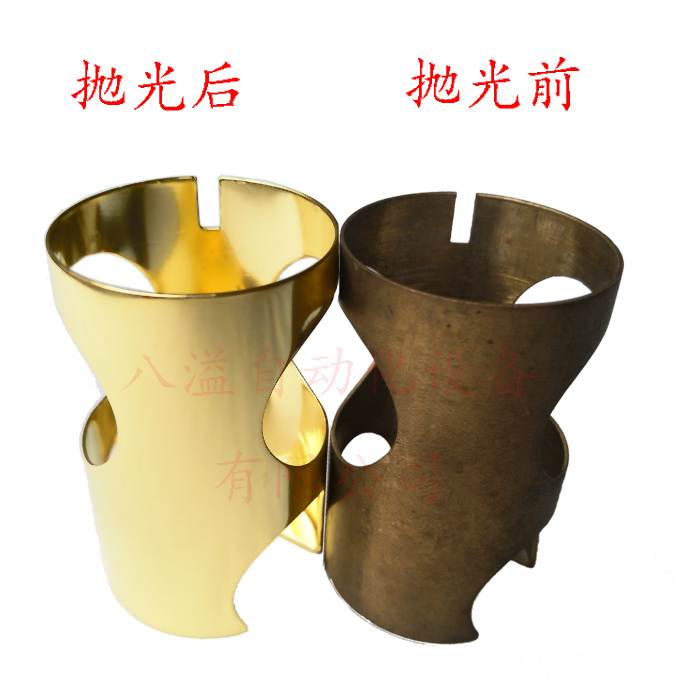
等离子电浆铜抛光的工艺流程
1使用铜抛光盐加上自来水配成4%溶液、加热到接近100℃。
2将产铜产品挂在挂具上、要挂紧不能松动。
3再把上好铜产品的挂具锁到等离子抛光机挂钩上面。
4按下设备操作面板上的启动按钮、挂具通上电缓慢下降浸入抛光液体里面进行抛光、抛光时间到了以后自动开门抛光好的铜产品会自动升起来(此流程都是设备自动完成)、现场人员只
做上下挂动作。
5操机人员把抛光好的挂架从设备里面取出、放到过水槽里面上下晃动几次后放进钝化槽内钝化(若铜产品即时下工艺处理可以不用钝化、放置时间要很长则需钝化)。
6钝化时间视产品而定、完成钝化后还得过三次阶梯过水,确保铜产品上无残留抛光盐成分(过水槽均用自来水)。
7过完过水槽后有压缩空气把铜产品上的水吹干放进烤箱烘烤。
8烤箱温度不宜太高80℃左右为宜,
9烤干后将铜产品包装即可。
不锈钢传统抛光对人员的技术要求
手工打磨抛光(俗称磨光)对抛光人员技术要求十分高、抛光人员的操作手法、选用的抛光轮抛光带以及使用的抛光蜡都直接关系到抛光品质,铜抛光一般分为粗抛、半精抛和精抛。
1粗抛(打砂)、即在砂带机上装不同号数的砂带对铜产品进行的粗磨(俗称开粗)、砂带是切削量很大可以迅速磨掉外表皮、沙口和凸起的地方、砂带的粗细视铜产品本身状况而定、表
面粗糙选用80-150#的砂带,表面比较光就选用200-300#的砂带,手法上先打凸起来高的地方然后过度到小面最后到大面,诺大面凹凸太厉害还得交叉打磨,打磨时粉尘很大主要戴
上防护用品;
2打麻轮、即用麻轮上到抛光机上、加上抛光蜡进行磨削、此时切削量小了很多适合半精抛光手法上也是先抛光难抛的凹凸不规则面、最后抛大平面力度不宜过大否则会造成接触面变色;
3过布轮、即用布轮上到抛光机上、加上抛光蜡进行磨削、此时切削量很小、表面变得光洁、适合精抛光、抛光力度要轻,抛光时布轮会在接触面岁着铜工件形状散开,要即时补充抛光蜡,了解相关视频

上一条:等离子铜抛光 对人员要求
下一条:无